



想要更直观地了解绗磨管 珩磨管报价支持拿样产品吗??产品视频,带你走进产品世界
以下是:湖南郴州绗磨管 珩磨管报价支持拿样的图文介绍

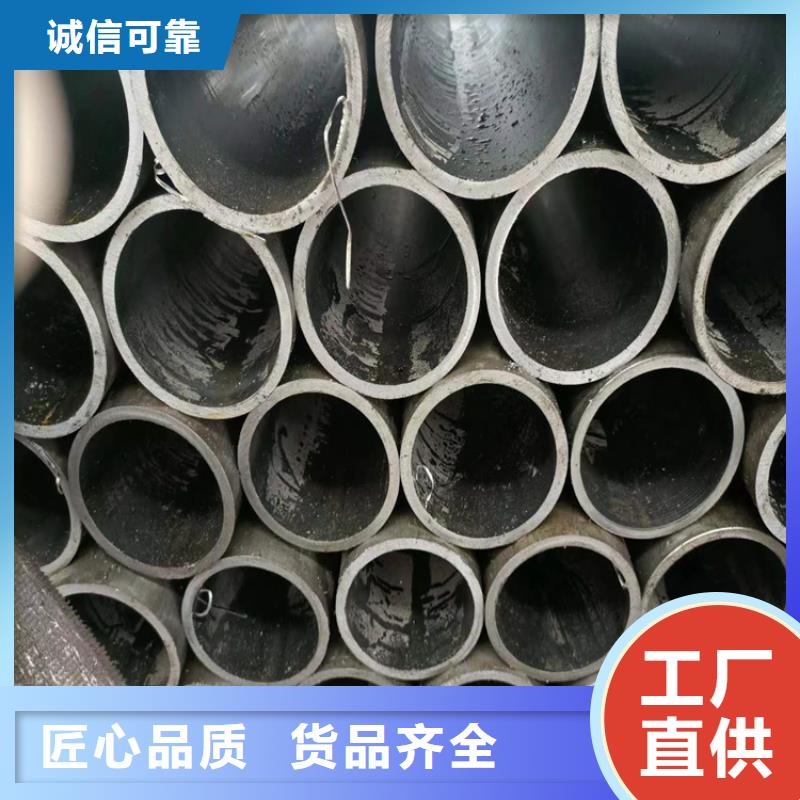
湖南郴州企业旺旺珩磨管绗磨管油缸管在 次使用时一定要先试水压,检查是否有异状,如大肚子,爆管,漏剂,以上这些如果没发生就表示一切正常,如果有异常现象,这根高精密珩磨管不能使用,并严禁使用,应该退回销售商或售货公司。想要保存厚壁45号钢绗磨管要满足哪些条件1、保管钢材的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢材干净;2、在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀;3、大型型钢、钢轨、辱钢板、大口径厚壁45号钢绗磨管、锻件等可以露天堆放;4、中小型型钢、盘条、钢筋、中口径厚壁45号钢绗磨管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫;5、一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁厚壁45号钢绗磨管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库;6、库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房;7、库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境。


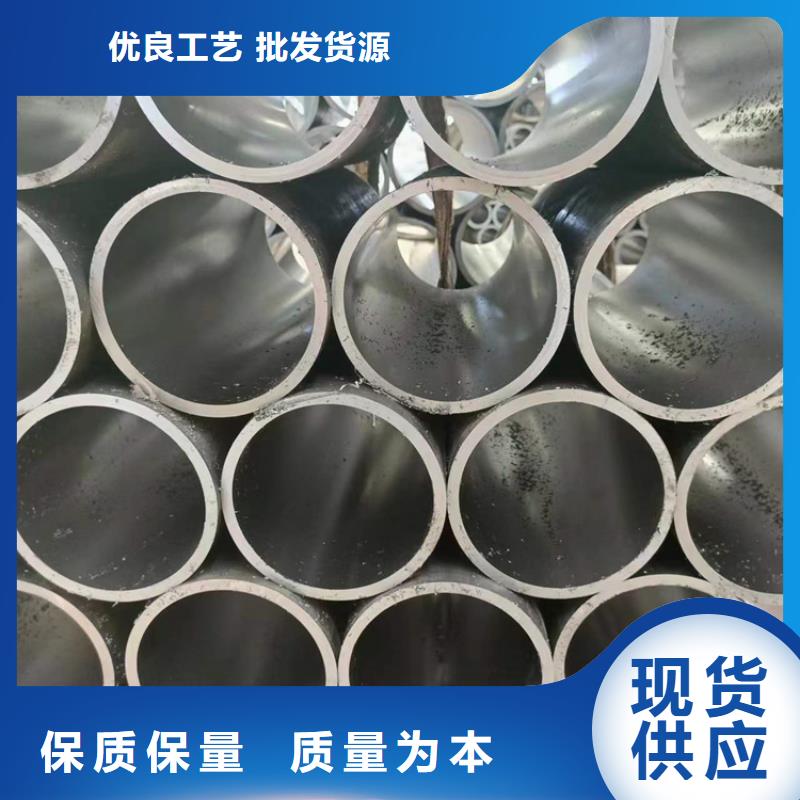
湖南郴州企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



湖南郴州企业旺旺珩磨管绗磨管油缸管减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。 通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办



液压机械(郴州市分公司)用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 绗磨管生产厂家。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


湖南郴州企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。

