

我们的【直缝管】L290无缝钢管让利客户产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
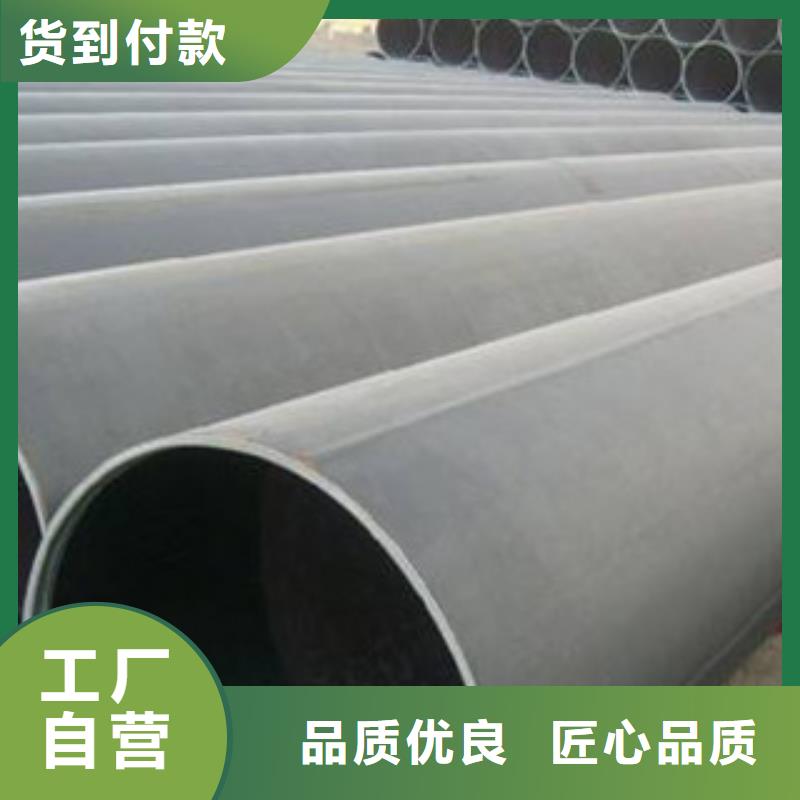
以下是:福建三明【直缝管】L290无缝钢管让利客户的图文介绍


螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。



钢兴钢管(三明市分公司)专注 直缝钢管 多年,为客户持续创造更大价值。公司牢固树立“质量优先,用户至上,服务周到,诚实守信”的经营理念,始终坚持“做一单生意, 交一方朋友,树一面旗帜,兴一地市场”的经营原则,致力为用户提供高质量的 直缝钢管 产品以及高品质的服务, 并热忱欢迎全国广大用户和新老朋友考察指导。


埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。



直缝焊管阶段成型法:阶段成型法是纵向由一系列成对孔型辊组成的成型法。它还可以按管坯横向成型特点分类和按管坯纵向成型特点分类。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。