


无需长篇大论,观看螺旋送料机品质优视频,让你瞬间爱上我们的产品。
以下是:安徽铜陵螺旋送料机品质优的图文介绍
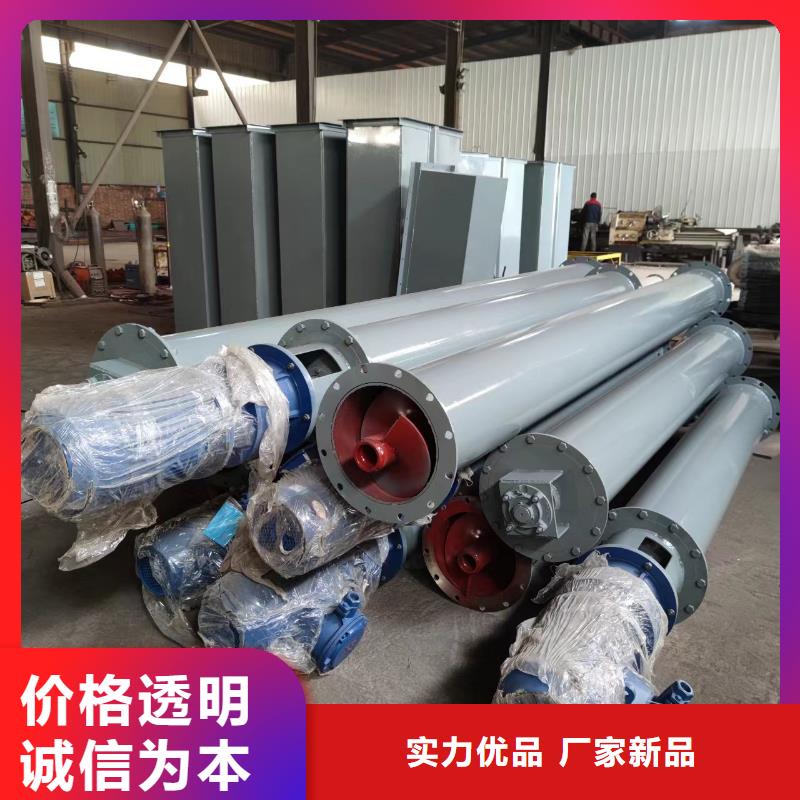
衡泰重工机械制造(铜陵市分公司)主营: 斗式机,我司是一家专业制造 斗式机的生产企业。本公司自行设计、制造 斗式机。本公司始终以质量、诚信为本、服务为发展方针,以开拓发展湛新的技术为前进动力,本公司热忱欢迎社会各界人士光临指导、惠顾洽谈,共谋发展。


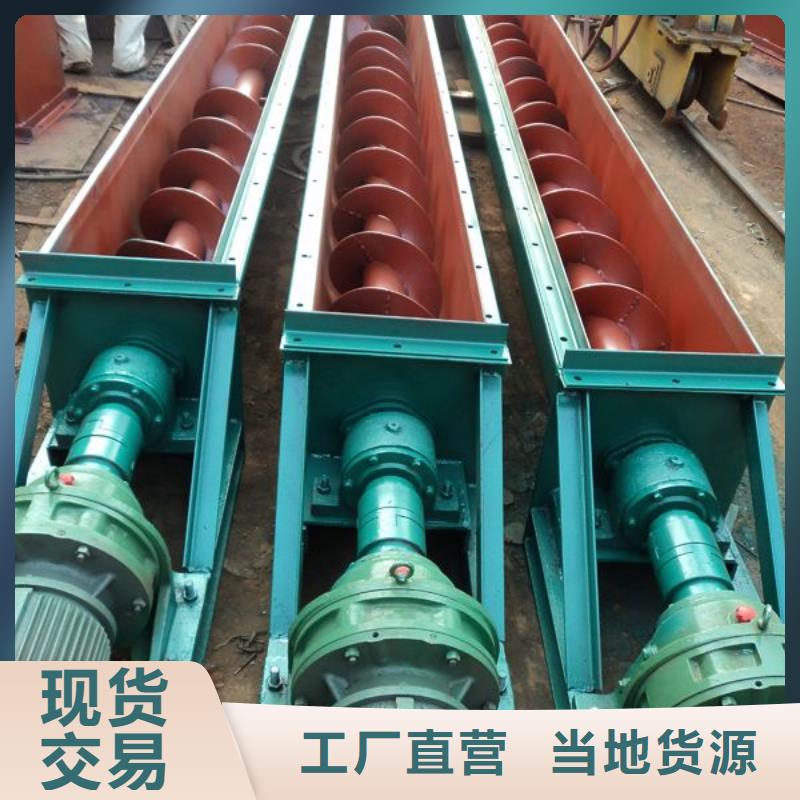
gx系列安徽铜陵管型螺旋输送机校平处理对实体螺旋叶片的性能有直接正向影响,核心是“稳定力学性能、成型精度、延长使用寿命”,具体体现在以下几方面:### 1. 优化力学性能,减少损伤风险- 钢带残余应力,避免叶片成型后因应力释放出现扭曲、开裂,尤其降低冷轧过程中因受力不均导致的局部脆化问题。- 使钢带内部晶粒排列更均匀,力学性能(强度、韧性)更稳定,叶片运行时能均匀承受物料冲击,减少断裂或变形概率。### 2. 成型精度,保障运行稳定性- 校平后钢带表面平整、厚度均匀,冷轧时与轧辊贴合紧密,叶片的螺距、螺旋升角、外径误差可控制在±2mm内,保证与机壳间隙均匀。- 避免因钢带波浪形、镰刀弯导致叶片出现“螺旋偏斜”,运行时减少与机壳的摩擦,降低噪音和振动,设备整体稳定性。### 3. 延长使用寿命,降低维护成本- 平整的叶片表面减少物料粘连和磨损,尤其输送粉状、磨琢性物料时,叶片受力均匀,磨损速率更慢。- 减少叶片因尺寸偏差或应力集中导致的早期失效,使用寿命比未校平的叶片延长15%-30%,降低频繁更换叶片的维护成本。### 4. 保障适配性,适配严苛工况- 精度和力学性能的,让叶片能更好适配管型输送机、长距离输送等场景,避免因间隙不均或强度不足导致的输送效率下降。- 对于不锈钢、耐热钢等特殊材质叶片,校平可避免材质因初始缺陷影响耐腐蚀、耐高温性能,确保严苛工况下的使用稳定性。要不要我帮你整理一份**校平处理前后叶片性能对比表**,清晰呈现精度、强度、寿命等关键维度的差异?



安徽铜陵螺旋输送机的填充系数(φ)无固定值,核心按物料形态、流动性、是否易结块划分,常规取值范围 0.15~0.45,具体分类及标准如下:一、按物料形态的标准取值1. 粉状物料(流动性好 / 中)典型物料:面粉、水泥粉、粉煤灰、煤粉、滑石粉、奶粉填充系数 φ:0.25~0.35逻辑:流动性好但易扬尘,中低填充度可避免管内压力过大、堵塞或物料溢出。2. 粒状物料(规则 / 不规则颗粒)典型物料:粮食、塑料粒子、化肥颗粒、饲料颗粒、石英砂、小石子填充系数 φ:0.35~0.45逻辑:颗粒流动性适中、无粘连,较高填充度能输送效率,且不易堵塞。3. 小块状物料(单块粒径≤50mm)典型物料:煤块、矿石碎块、建筑垃圾颗粒、陶粒、果干填充系数 φ:0.2~0.3逻辑:块状物料占用空间大、流动性差,过高填充度易卡滞在叶片与机壳之间。4. 粘性 / 易结块物料(含潮湿物料)典型物料:酒糟、发酵面团碎、受潮面粉、脱水污泥、湿砂填充系数 φ:0.15~0.25逻辑:物料易粘连在叶片和机壳上,低填充度可减少堆积和阻力,避免堵塞。二、特殊工况的取值调整倾斜输送(θ>10°):在水平取值基础上降低 10%~20%,避免物料下滑导致填充度异常。长距离输送(>30m):降低 5%~10%,减少物料滑动和磨损带来的效率损耗。高转速机型(n>40r/min):降低 10% 左右,防止物料因离心力脱离叶片。耐磨 / 防粘涂层机型:可在对应区间上限取值,涂层减少粘连,物料流动性。三、核心原则流动性越好,填充系数可越高;粘性、结块性越强,填充系数越低。优先按物料类型取中间值,再根据输送方向、距离、转速微调。


安徽铜陵选择螺旋输送机填充系数的核心逻辑是:以 “物料特性 + 工况条件” 为基础,平衡输送效率与设备,按 “定基础值→按工况修正→按需求微调” 三步法选择,具体可落地方案如下:一、步:按物料特性定基础填充系数(核心前提)不同物料的流动性、粘性、形态直接决定填充系数的合理区间,优先按以下标准取基础值:粉状物料(面粉、水泥粉、煤粉):流动性好但易扬尘,基础值 φ=0.25~0.35粒状物料(粮食、塑料粒、化肥颗粒):流动性适中无粘连,基础值 φ=0.35~0.45小块状物料(煤块、陶粒、再生骨料):占用空间大、流动性差,基础值 φ=0.2~0.3粘性 / 易结块物料(酒糟、脱水污泥、受潮面粉):易粘连堵塞,基础值 φ=0.15~0.25二、第二步:按工况条件修正基础值(关键调整)在基础值基础上,根据输送方向、距离、转速等工况微调,避免效率下滑或设备过载:输送方向修正水平输送:维持基础值不变倾斜输送(θ=10°~20°):基础值 ×0.8~0.9(如粒状物料从 0.35~0.45 调整为 0.3~0.4)倾斜输送(θ=20°~45°):基础值 ×0.7~0.8(避免物料下滑导致实际填充度异常)输送距离修正短距离(≤15m):维持基础值或取上限(如粉状取 0.3~0.35)中距离(15~30m):基础值 ×0.9~0.95(减少物料滑动损耗)长距离(>30m):基础值 ×0.85~0.9(叠加磨损和阻力影响)转速修正低转速(≤30r/min,适配易碎 / 粒状物料):基础值可取上限(如粒状取 0.4~0.45)高转速(>40r/min,适配粉状物料):基础值 ×0.9~0.95(防止物料离心滑动)三、第三步:按实际需求(效率 / )微调(终落地)根据生产优先级(效率优先或优先),在修正后区间内锁定具体值:效率优先(如批量生产、高流量需求)无堵塞风险时,取修正后区间的上限(如水平输送粒状物料,修正后 0.35~0.45,取 0.4~0.45)前提:电机功率充足(预留 1.2 倍冗余)、设备耐磨等级达标(高填充度磨损更快)优先(如粘性物料、长距离倾斜输送)取修正后区间的下限(如倾斜 20° 输送粘性物料,修正后 0.12~0.2,取 0.12~0.15)核心:避免物料堵塞、电机过载,降低设备故障风险平衡需求(常规生产)取修正后区间的中间值(如水平输送粉状物料,修正后 0.25~0.35,取 0.3)兼顾效率与,是通用的选择四、实操验证与调整(避免理论与实际偏差)试运验证:按选定填充系数试运行,观察 3 个关键指标输送量:是否达到生产需求电机电流:是否在额定值的 80%~90%(过高说明填充度过高,过低说明过低)设备状态:有无堵塞、异响、物料回流动态调整:电流偏高→减少进料量→降低填充系数输送量不足且无异常→增加进料量→提高填充系数(不超过修正后上限)出现堵塞→立即降低填充系数,检查是否物料特性判断偏差(如粘性比预期高)五、关键避坑原则不超合理上限:无论效率需求多高,填充系数都不能超过 0.45(超填充必导致效率下滑 + 设备风险)不忽视物料变化:物料湿度、粒度变化时,需重新调整(如潮湿物料比干燥物料填充系数降低 20%)不脱离设备参数:小直径螺旋(≤200mm)填充系数宜偏低(避免管内空间不足导致堵塞),大直径螺旋(≥400mm)可适当偏高


