

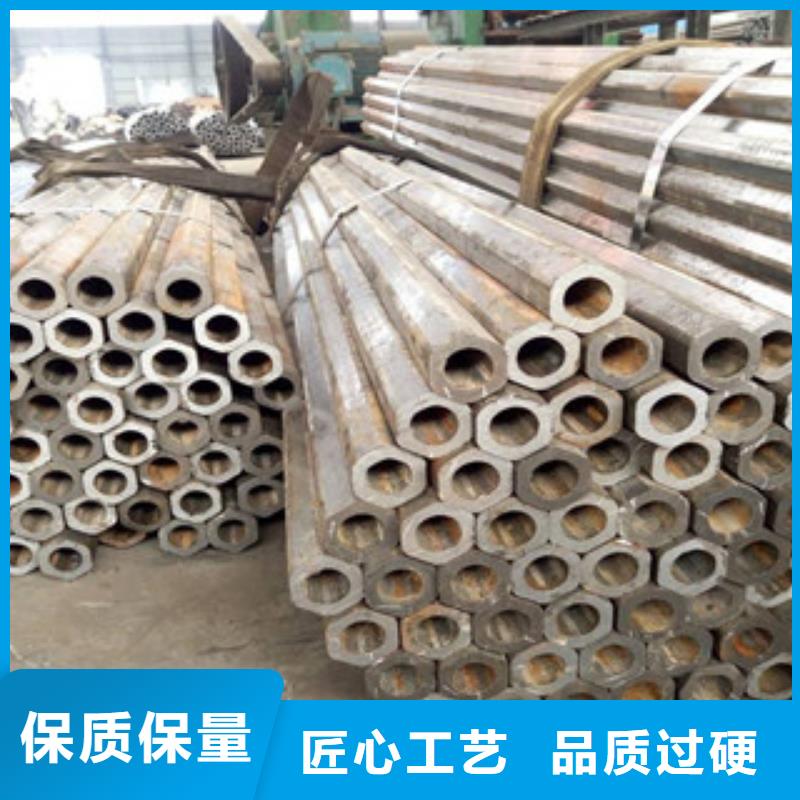



异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



浩融金属制品厂(信阳市分公司)生产销售 精密无缝钢管,还有更多 精密无缝钢管相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。


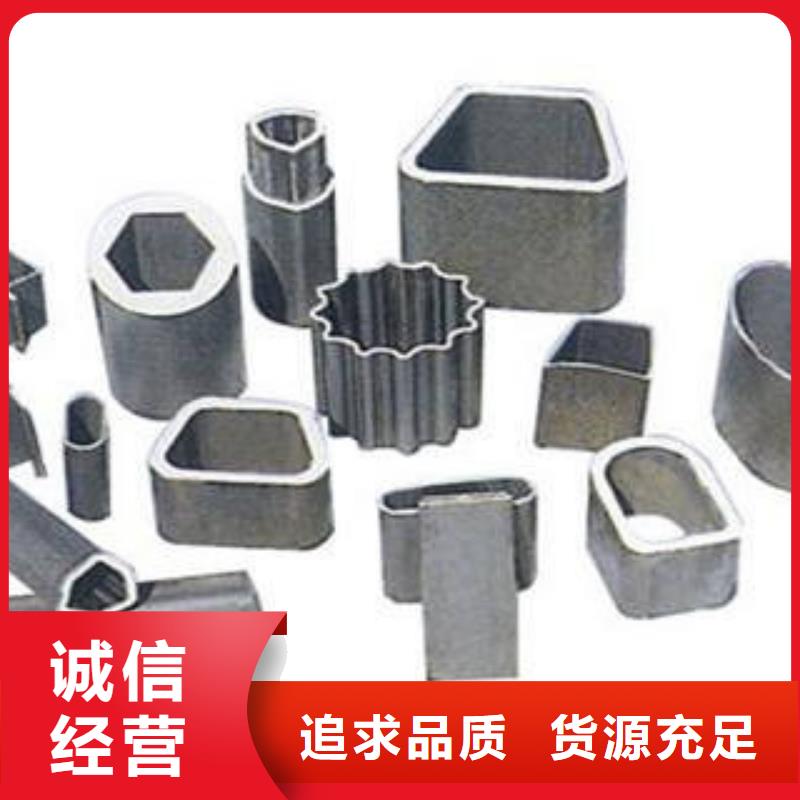
异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等规格异型管一般多是指方矩型钢管。



异型管电镀前的准备工作
异型管在生产制造、加工搬运、保存期间会有油酯、氧化物锈皮、氢氧化物、灰尘等污物附著于表面,若不去除这些污物而进行电镀将得不到良好的镀层。所以在异型管电镀加工前应做好以下准备工作:
(一)去除氧化物及锈皮的基本方法有:喷砂除锈、滚筒除锈、刷光除锈、酸浸渍、盐浴除锈、硷剂除锈、酸洗,我们要根据情况进行选择。
(二)污物的种类可分为有机物及无机物。有机物污物主要是动物性油酯,植物性油酯及矿物性油酯,无机物污物是金属氧化物、盐类、尘埃、及砂土。另外由有机物和无机物污物之物如研磨屑、研磨材料。动物性及植物性油酯可被化缄剂皂去除。矿物性油污无法被缄剂皂去除需用三菉乙烯、汽油、石油溶剂乳化剂等去除。无机物污物可被酸或缄溶解,利用酸、缄浸渍、化学或电解方法去除及机械研磨方法去除。无机、有机混合污物去除较困难,除了利用化学方法,亦须用电解,机械研磨等方法联合应用去除。
